| 首页 公司介绍 产品展示 联系我们 网站地图 邮件询盘 |
|
|
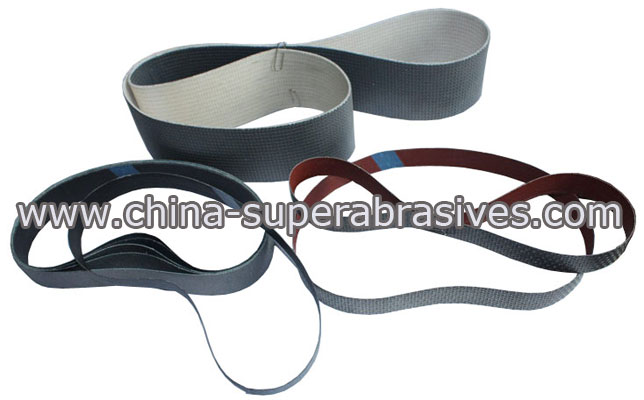
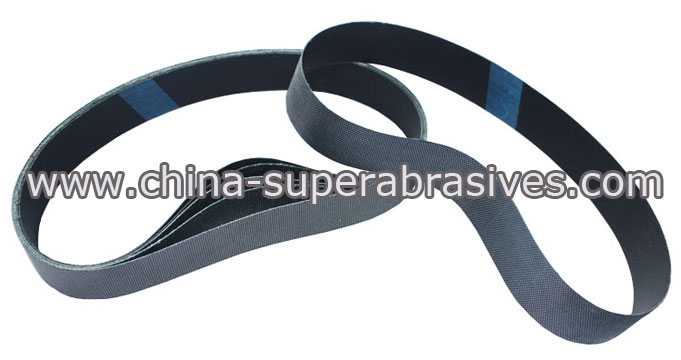
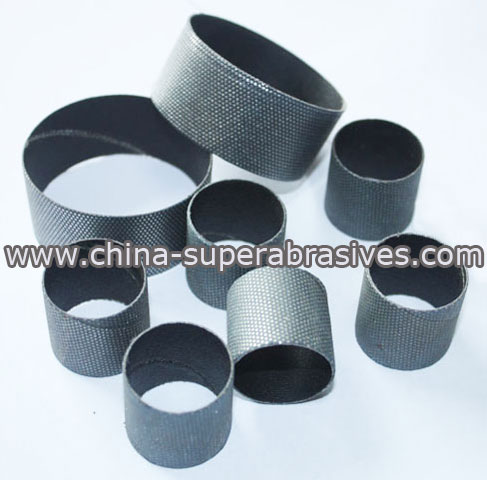
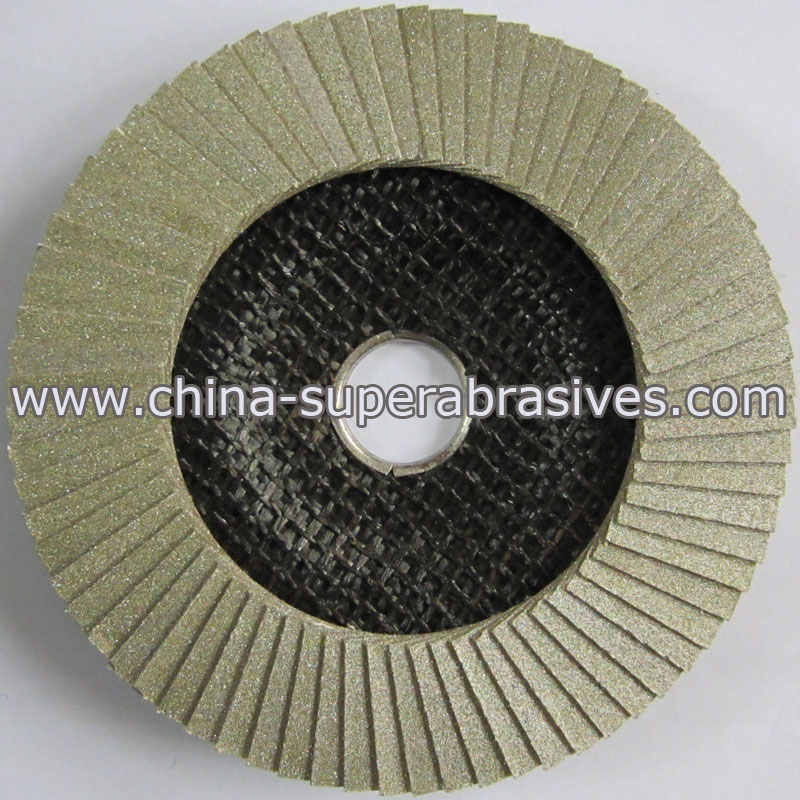
| 电镀金刚石砂带,CBN砂纸 |
| 金刚石砂带:是指用粘结剂把超硬材料(人造金刚石)磨粒粘附在柔性可弯曲基材上的涂附磨具,也就是“砂布或砂纸”。金刚石砂带的特性包括基材种类、金刚石磨料粒度、浓度、结合剂和砂带形状尺寸,金刚石砂带最大特点是磨削效率高、耐用度高、光洁度、光泽度高、性价比高。金刚石砂带特别适用于硬脆非金属材料和非铁金属的加工,广泛应用于石材、玻璃、建材、特种陶瓷、宝玉石、单晶硅、多晶硅、合成材料、硬质合金、硅铝合金等硬脆材料复杂形面的磨抛加工。金刚石及CBN砂带具有高效率,高寿命以及高的加工表面质量和环保特性。CBN硬度仅次于金刚石,而热稳定性远高于金刚石,对于Fe族金属及其合金具有较大的化学惰性。因此CBN加工黑色金属及其合金材料有独到之处。为这类硬而韧的难加工材料的加工提供了新的手段,鉴于金刚石适于加工硬脆材料,CBN恰恰能与之互为补充。 |
立方氮化硼与普通磨料磨具比较: |
| CBN磨具最有效的应用范围; 1.含钨,含钨钼和其他高速钢,特别是钒合金钢,钴合金钢,特种高速钢刀具的刃磨和粗磨。 2.由耐热钢,不锈钢和高硬度(HRC55以上)的合金结构钢制成的精密零件的精磨和终磨。这些零件用普通磨具时因磨具磨损消耗或磨钝过快,而不能获得很高的精度。 3.CBN磨具磨削钛合金时,磨削力小,磨削温度低,磨具磨损小,磨削比很高,而且磨削表层基本上呈压应力状态,是磨削钛合金的理想磨具。 4.大型精密工件(机床导轨)的精磨和终磨。这些工件往往由于磨削温度高而引起较大的热变形,从而未能获得高的精度。 5.在自动和半自动机床上大批量生产的工件(仪表和微型轴承的零件)的精磨和终磨。 6.要求磨具具有良好的棱角保持性的复杂型面工件(插齿刀,高精度齿轮,靠磨,叶片)。 7.难加工耐热钢工件的超精加工。 8.其他钢淬火工具的精磨。对局部热应力和热冲击敏感的各种材料零件的磨削。 9. 对局部热应力和热冲击敏感的各种材料零件的磨削。 CBN取代普通磨料的趋势已明显,大量事实证明采用CBN磨料磨具有无可比拟的优越性。 |
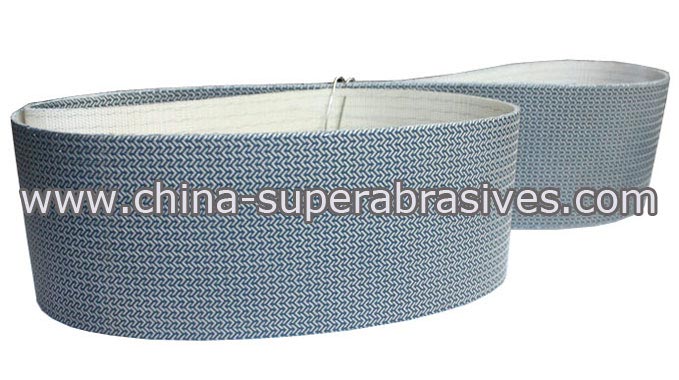
| 金刚石砂带结构一般由基材、磨料、结合剂三部分组成 (1)基材;基材是磨料与粘结剂的承载体,是使砂带具有可挠性的主导因素;基材的种类主要有纸、布、复合基材、无纺布、聚酯薄膜等;基材的性能指标主要有:径向拉伸强度、纬向拉伸强度、径向(纬向)伸长率、纺织布基的网孔致密度等;基材的结构主要有开式、闭式两种,闭式基材又分有接头和无接头两种; (2)磨料;主要是起磨削作用,是构成磨具的主体。金刚石砂带选取金刚石为磨料,为降低成本或改善性能考虑,有时也加入普通磨料;砂带的性能指标主要有:磨料粒度和粒度组成、抗压强度、抗冲击韧性、磨料形状、以及植砂密度等; (3)结合剂;粘结剂是磨料和基材之间连接的桥梁,主要起连接作用,使磨具具有一定的形状和强度。涂附磨具中的粘结剂一般由基材处理剂、底胶、复胶等构成。粘结剂的种类主要以合成树脂胶使用较多,一般采用热固性树脂,如环氧树脂、酚醛树脂、脲醛树脂、醇酸树脂等,另外还有用动物胶的;结合剂性能指标主要有:粘结强度、剥离强度、耐磨性、柔软性等。 |
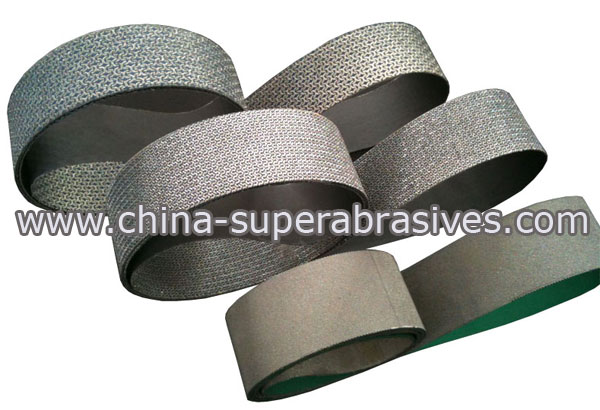
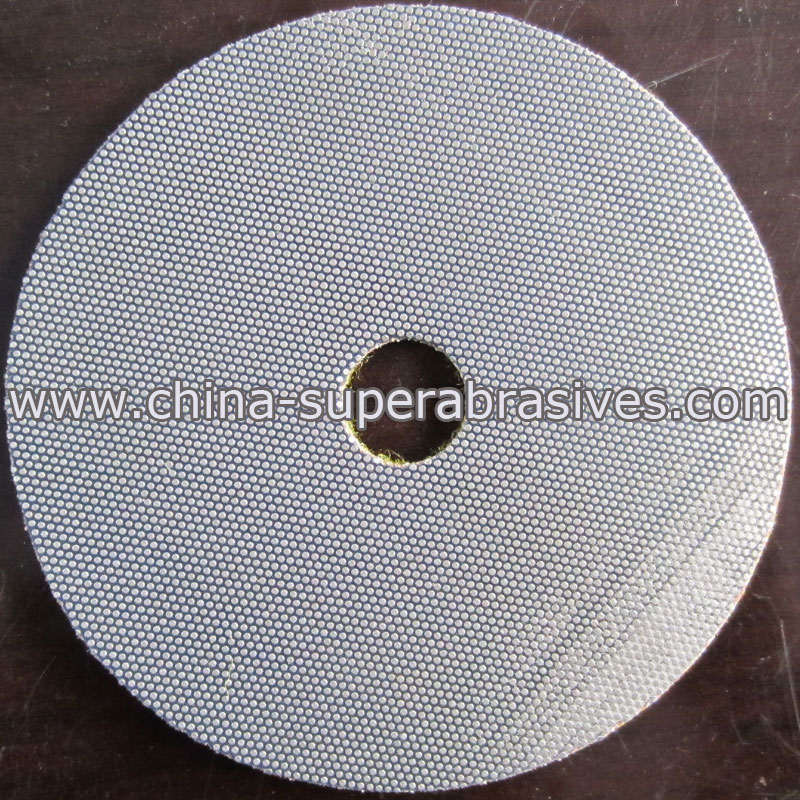
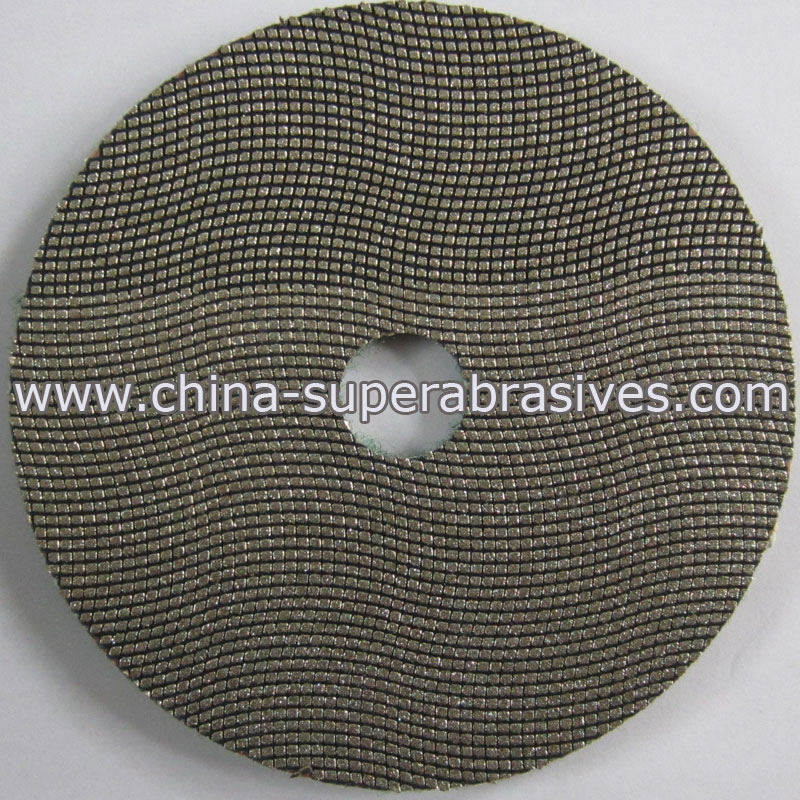
| 金刚石砂带就目前来说,根据使用用途、工具性能、制造难易不同分为三种类别:树脂点胶型砂带、树脂全面涂布型砂带、电镀点胶型砂带等。 (1)树脂点胶型砂带;树脂点胶型由于其制造设备较涂布型产品简单,设备投资低,且点胶型能改善树脂全面涂布型产品因普通树脂固化后较脆硬而柔软性不好,另外,点胶型产品由于其中间有分布均匀的间隙,因此,在磨削硬塑性材料时或在干磨时能表现更好的磨削性能。 (2)树脂全面涂布型砂带;此类砂带是将树脂在整个基材表面上均匀涂布,使磨料以一定密度分布在布基整个平面上。这类砂带制造方法目前有手工涂布型和机械涂布型。由于金刚石砂带使用寿命长,生产规模小,为了减少设备成本,在对使用性能没有要求的情况下,可采取手工涂布型或半手工半机械的制造工艺。手工涂布工艺由于不能控制磨料及粘结剂的涂布均匀性、以及生产工艺不连续,使砂带工作面厚薄不均、磨料分布不均、磨料朝向不齐,因此产品质量低; (3)电镀型砂带;电镀型砂带是目前国内外厂家生产较普遍的类型,主要因电镀型砂带生产设备简单,且电镀型砂带粘结强度高、粘结剂耐磨性及耐温性都较树脂高,但电镀型闭式砂带基材强度、基材接头强度等问题还有待进一步研究解决。 |
| 不同磨削工序的粒度选择 | |
磨削工序 |
选用粒度 |
| 粗磨 | 80# to 120# |
| 半精磨 | 120# to 180# |
| 精磨、细磨 | 180# to W40 |
| 研磨、抛光 | W40 to W1 |
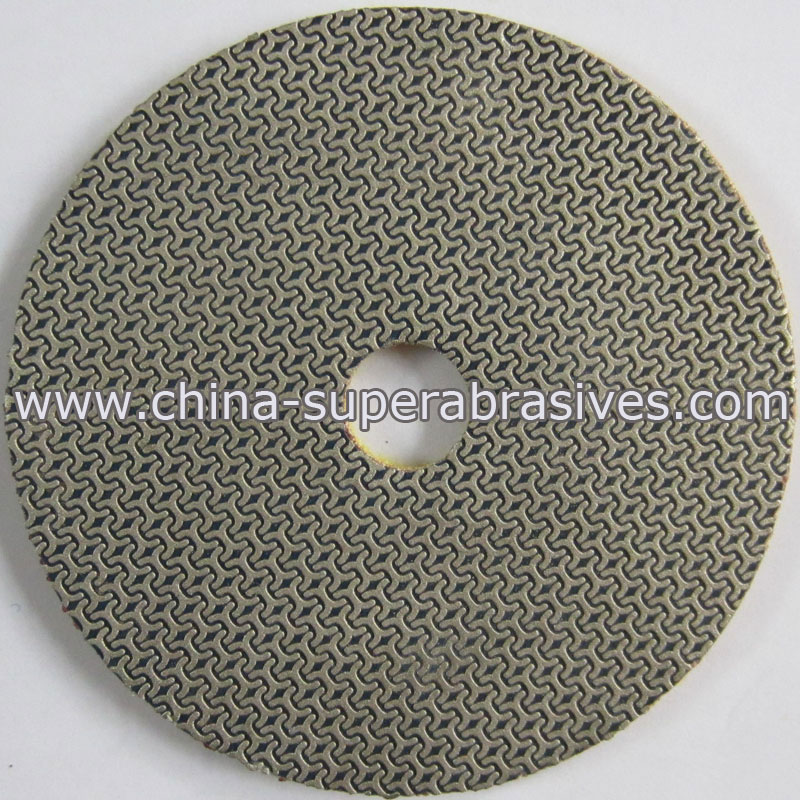
CBN与普通磨料相比,要达到相同的加工表面粗糙度,选用粒度应比普通磨料磨具细1~2个粒度号,对于有磨削量要求的40#~240#砂带,砂面磨粒为箭头型分布其特点是排磨屑好,磨削锋利 。对于精细磨削 320#~2000#砂带,砂面磨粒为点型分布设计其特点是砂带柔软。 镀附金属衣比未镀的加工光洁度高1~2小级。故粒度可相应选择粗一些的。根据对磨削精度的要求可有J-WT,X-WT,Y-WT以及尼龙基材供选择。冷却液的选择应注意,选用的磨削液必须具有很好的浸润性和清洗性,粘度很小。一般不要采用水溶性磨削液(避免造成化学磨损),而采用煤油和轻柴油。 |
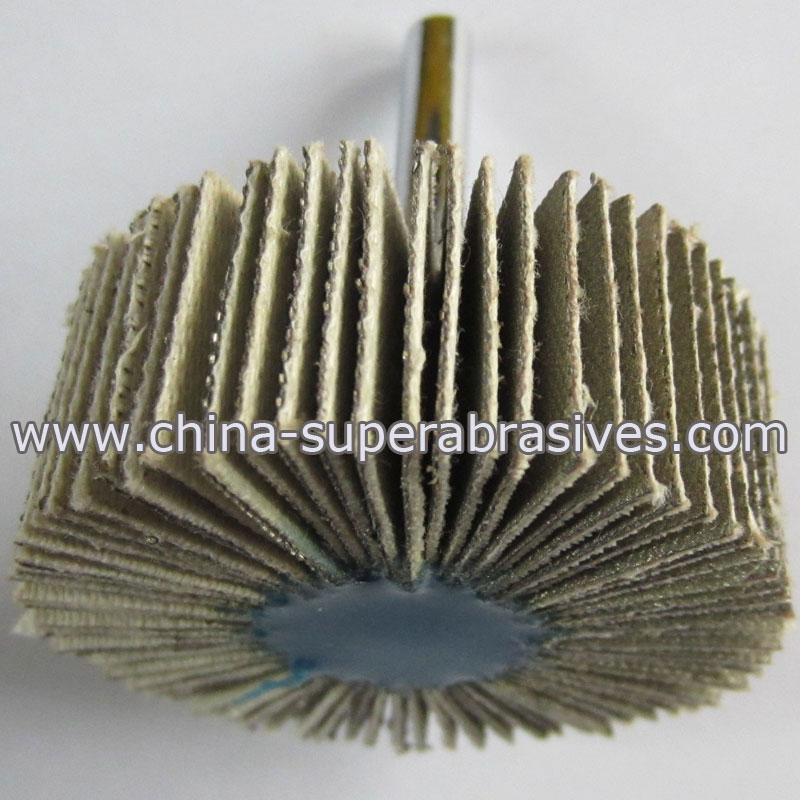
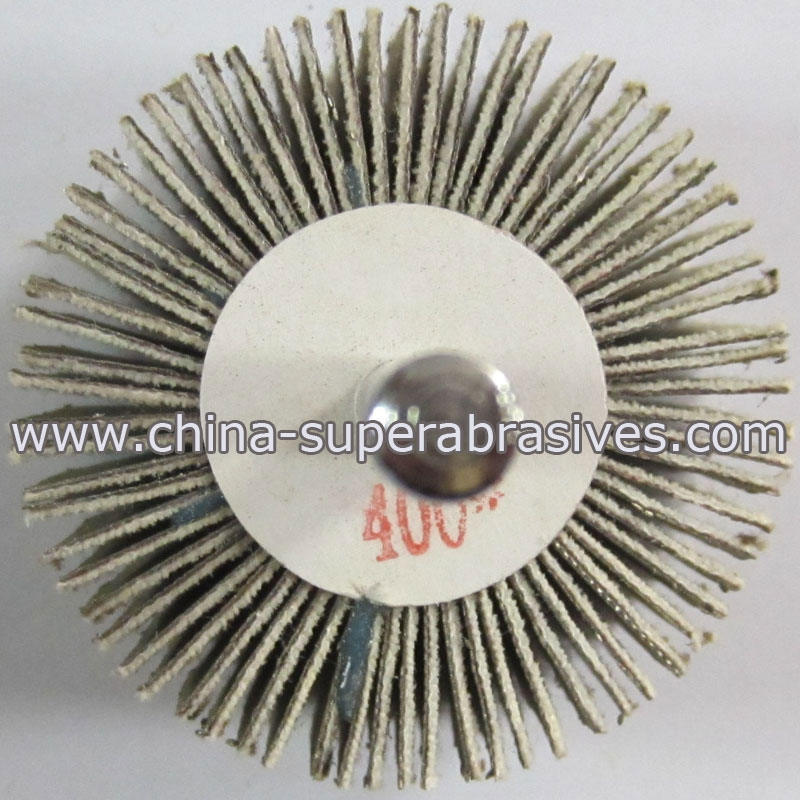
| 精密金刚石研磨纸是一种利用先进的精密涂覆技术,将微米或纳米级研磨颗粒与高分子介质材料均匀分散,均匀涂覆于高强度薄膜表面,然后裁剪加工而成的新型研磨产品。 |
 |
金刚石研磨纸的产品特性: 1、磨料颗粒均匀分散于涂层表面; 2、既具有砂轮等固定磨料的高磨削力特性,又实现了研磨液等游离磨料的抛光精度; 3、具有较好的强度和柔韧性,满足不同面体的抛光效果; 4、适用于干法抛光,也适用于以水或者油为研磨介质的抛光; 5、可实现固定研磨抛光,节约研磨材料; |
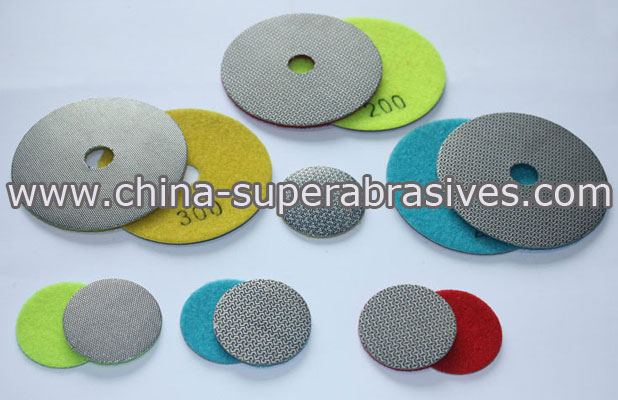
金刚石研磨纸的产品应用: |
 |
研磨带宽度 |
1.2mm, 1.6mm, 2.0mm, 2.5mm, 3.0mm, 3.2mm, 3.8mm, 5.0mm, 12.6mm |
研磨带长度 |
45m(150feet), 100m, 183m(600feet), 200m |
圆形研磨纸 |
Φ70mm, Φ110mm, Φ127mm(5inch), Φ203mm(8inch) |
方形研磨纸 |
114mm*114mm, 152mm*152mm(6inch), 228mm*228mm(9inch) |
| 人造金刚石 | 金刚石单晶片 | 金刚石微粉 | 立方氮化硼 | 金刚石复合片(PDC) | 整体CBN刀片 |
| 金刚石聚晶 | PCD刀片 | 钎焊工具 | 金刚石砂轮 | 金刚石砂带 | 金刚石锯片 |
| CVD 化学气相沉积金刚石 | 金刚石刀头 | 金刚石绳锯 | 金刚石钻头 | 金刚石磨盘 | 钻石刀轮 |
| 玻璃刀 | PCD 磨盘 | 软磨片 | 金刚石拉丝模 | 珩磨条 | 电镀工具 |
| 电话: 0731-89853480 传真: 0731-89853490 手机: 13875858570 |
 |