| |
|
 |
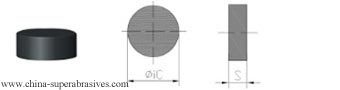
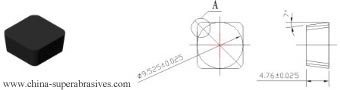
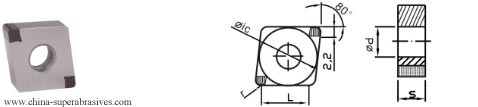
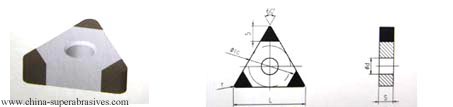
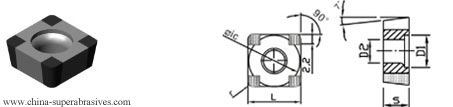
| 立方氮化硼刀片型号 |
L |
Φ IC |
S |
r |
刃口处理 |
| SNMN 090304/SNGN 090304 |
9.525 |
9.525 |
3.18 |
0.4 |
T01020 |
| SNMN 090306/SNGN 090306 |
9.525 |
9.525 |
3.18 |
0.6 |
T01025 |
| SNMN 090312/SNGN 090312 |
9.525 |
9.525 |
3.18 |
1.2 |
T02020 |
| SNMN 090404/SNGN 090404 |
9.525 |
9.525 |
4.76 |
0.4 |
T02030 |
| SNMN 090408/SNGN 090408 |
9.525 |
9.525 |
4.76 |
0.8 |
S01020 |
| SNMN 090412/SNGN 090408 |
9.525 |
9.525 |
4.76 |
1.2 |
S01025 |
| SNMN 120404/SNGN 120404 |
12.7 |
12.7 |
4.76 |
0.4 |
S02020 |
| SNMN 120408/SNGN 120408 |
12.7 |
12.7 |
7.94 |
0.8 |
S02030 |
| SNMN 120712/SNGN 120712 |
12.7 |
12.7 |
7.94 |
1.2 |
S05020 |
| SNMN 150704/SNGN 150712 |
15.875 |
15.875 |
7.94 |
0.4 |
S10020 |
| SNMN 201020/SNGN 201020 |
20 |
20 |
10 |
2.0 |
|
| SNMN 201020/SNGN 201024 |
20 |
20 |
10 |
2.4 |
|
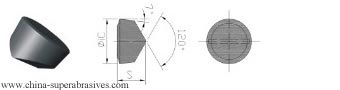
| 立方氮化硼刀具在刹车盘CBN刀片,齿轮,大型齿轮车刀,轧辊车刀,取代硬质合金刀片和陶瓷刀片,更长寿命。 |
|
 |
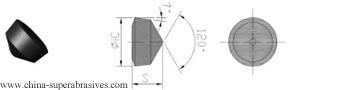
| 立方氮化硼刀片型号 |
L |
IC |
S |
r |
刃口处理 |
| RNMN 060400/RNGN 060400 |
6.35 |
6.35 |
4.76 |
0 |
|
| RNMN 090300/RNGN 090300 |
9.525 |
9.525 |
3.18 |
0 |
T01020 |
| RNMN 090400/RNGN 090400 |
9.525 |
9.525 |
4.76 |
0 |
T01025 |
| RNMN 120400/RNGN 120400 |
12.7 |
12.7 |
4.76 |
0 |
T02020 |
| RNMN 120600/RNGN 120600 |
12.7 |
12.7 |
6.35 |
0 |
T02030 |
| RNMN 120700/RNGN 120700 |
12.7 |
12.7 |
7.94 |
0 |
S01020 |
| RNMN 150700/RNGN 150700 |
15.875 |
15.875 |
7.94 |
0 |
S01025 |
| RNMN 160700/RNGN 160700 |
16 |
16 |
7.94 |
0 |
S02020 |
| RNMN 190700/RNGN 190700 |
19.05 |
19.05 |
7.94 |
0 |
S02030 |
| RNMN 200700/RNGN 200700 |
20 |
20 |
7.94 |
0 |
S05020 |
| RNMN 201000/RNGN 201000 |
20 |
20 |
10 |
0 |
S10020 |
| RNMN 250600/RNGN 250600 |
25.4 |
25.4 |
7.94 |
0 |
|
| RNMN 250700/RNGN 250700 |
25.4 |
25.4 |
7.94 |
0 |
|
| RNMN 251000/RNGN 251000 |
25.4 |
25.4 |
10 |
0 |
|
| RNMN 251200/RNGN 251200 |
25.4 |
25.4 |
12 |
0 |
|
|
 |
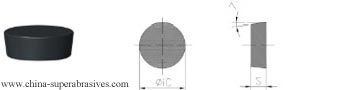
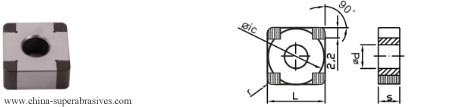
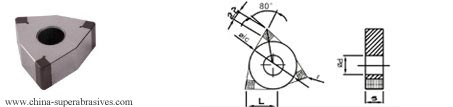
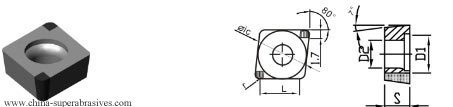
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
Φ IC |
S |
r |
刃口处理 |
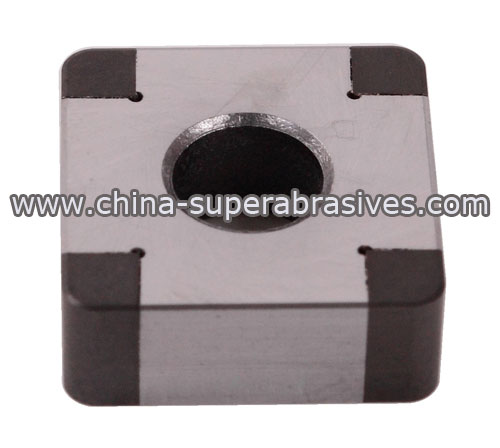
| CNMN 090404/CNGN 090404 |
9.525 |
9.525 |
4.76 |
0.4 |
T01020 |
| CNMN 090404/CNGN 090408 |
9.525 |
9.525 |
3.18 |
0.8 |
T01025 |
| CNMN 090404/CNGN 090412 |
9.525 |
9.525 |
3.18 |
1.2 |
T02020 |
| CNMN 120404/CNGN 120404 |
12.7 |
12.7 |
4.76 |
0.4 |
T02030 |
| CNMN 120408/CNGN 120408 |
12.7 |
12.7 |
4.76 |
0.8 |
S01020 |
| CNMN 120412/CNGN 120412 |
12.7 |
12.7 |
4.76 |
1.2 |
S01025 |
| CNMN 120704/CNGN 120704 |
12.7 |
12.7 |
7.94 |
0.4 |
S02020 |
| CNMN 120708/CNGN 120708 |
12.7 |
12.7 |
7.94 |
0.8 |
S02030 |
| CNMN 120712/CNGN 120712 |
12.7 |
12.7 |
7.94 |
1.2 |
|
| CNMN 120804/CNGN 120804 |
12 |
12.7 |
7.94 |
0.4 |
|
| CNMN 120808/CNGN 120806 |
12 |
12.7 |
7.94 |
0.6 |
|
| CNMN 120812/CNGN 120812 |
12 |
12.7 |
7.94 |
1.2 |
|
| 汽车刹车盘刀具,车刹车盘刀片,气缸引擎车刀。 |
|
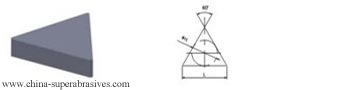 |
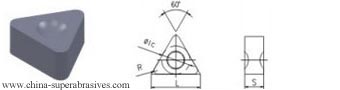
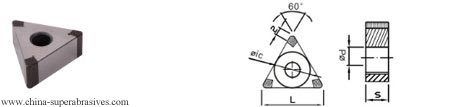
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
Φ IC |
S |
r |
刃口处理 |
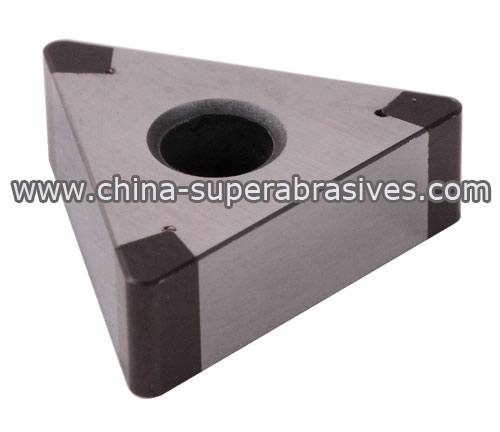
| TNMN 110304/TNGN 110304 |
11 |
6.35 |
3.18 |
0.4 |
T01020 |
| TNMN 110306/TNGN 110306 |
11 |
6.35 |
3.18 |
0.6 |
T02020 |
| TNMN 110312/TNGN 110312 |
11 |
6.35 |
3.18 |
1.2 |
S01020 |
| TNMN 160404/TNGN 160404 |
16.5 |
9.525 |
4.76 |
0.4 |
S02020 |
| TNMN 160406/TNGN 160406 |
16.5 |
9.525 |
4.76 |
0.8 |
|
| TNMN 160412/TNGN 160412 |
16.5 |
9.525 |
4.76 |
1.2 |
|
| 空调压缩机车刀,空调压缩机刀片 |
|
 |
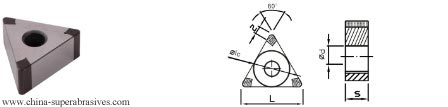
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
Φ IC |
S |
r |
刃口处理 |
| WNMN 080404 / WNGN 080404 |
8.72 |
12.7 |
4.76 |
0.4 |
| T01015 |
| T01020 |
| T01025 |
| T02020 |
| T02025 |
| S01015 |
| S01020 |
| S02025 |
|
| WNMN 080408 / WNGN 080408 |
8.72 |
12.7 |
4.76 |
0.8 |
| WNMN 080412 / WNGN 080412 |
8.72 |
12.7 |
4.76 |
1.2 |
| WNMN 080420 / WNGN 080420 |
8.72 |
12.7 |
4.76 |
2.0 |
|
 |
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
IC |
S |
r |
刃口处理 |
| RCMN 060400/RCGN 060400 |
6.35 |
6.35 |
4.76 |
0 |
T01020 |
| RCMN 090400/RCGN 090400 |
9.525 |
9.525 |
4.76 |
0 |
T01025 |
| RCMN 090600/RCGN 090600 |
9.525 |
9.525 |
6.35 |
0 |
T02020 |
| RCMN 120600/RCGN 120600 |
12.7 |
12.7 |
6.35 |
0 |
S01020 |
| RCMN 120700/RCGN 120700 |
12.7 |
12.7 |
7.94 |
0 |
S02020 |
| RCMN 150700/RCGN 150700 |
15.875 |
15.875 |
7.94 |
0 |
S05020 |
| RCMN 190700/RCGN 190700 |
19.05 |
19.05 |
7.94 |
0 |
S10020 |
|
 |
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
IC |
S |
b |
刃口处理 |
| RCMX 060400V/RCGX 060400V |
6.35 |
6.35 |
4.76 |
0.8 |
T01020 |
| RCMX 060600V/RCGX 060600V |
6.35 |
6.35 |
6.35 |
0.8 |
T01025 |
| RCMX 090700V/RCGX 090700V |
9.525 |
9.525 |
7.94 |
1 |
T02020 |
| RCMX 120700V/RCGX 120700V |
12.7 |
12.7 |
7.94 |
2 |
S01020 |
| RCMX 151000V/RCGX 151000V |
15.875 |
15.875 |
10.0 |
2 |
S02020 |
| RCMX 191000V/RCGX 191000V |
19.05 |
19.05 |
10.0 |
2 |
S05020 |
| RCMX 201200V/RCGX 201200V |
20.0 |
20.0 |
12.0 |
2 |
S10020 |
| RCMX 251200V/RCGX 251200V |
25.4 |
25.4 |
12.0 |
2 |
S20020 |
|
 |
| 整体CBN刀片/立方氮化硼刀片型号 |
L |
Φ IC |
S |
r |
刃口处理 |
| SCGN 090304 |
9.525 |
9.525 |
3.18 |
0.4 |
|
| SCGN 090308 |
9.525 |
9.525 |
3.18 |
0.6 |
T01020 |
| SCGN 090312 |
9.525 |
9.525 |
3.18 |
1.2 |
T02020 |
| SCGN 090404 |
9.525 |
9.525 |
4.76 |
0.4 |
S01020 |
| SCGN 090408 |
9.525 |
9.525 |
4.76 |
0.8 |
S02020 |
| SCGN 090412 |
9.525 |
9.525 |
4.76 |
1.2 |
|
|
 |
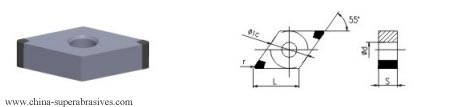
| 立方氮化硼刀片型号ISO |
L |
Φ IC |
S |
r |
刃口处理 |
| DNUN 110404 |
11.0 |
9.525 |
4.76 |
0.4 |
T01015 |
| DNUN 110408 |
11.0 |
9.525 |
4.76 |
0.8 |
T01020 |
| DNUN 110412 |
11.0 |
9.525 |
4.76 |
1.2 |
T01025 |
| DNUN 110604 |
11.0 |
9.525 |
6.35 |
0.4 |
T02020 |
| DNUN 110608 |
11.0 |
9.525 |
6.35 |
0.8 |
T02025 |
| DNUN 110612 |
11.0 |
9.25 |
4.76 |
1.2 |
S01015 |
| DNUN 150604 |
15.5 |
12.70 |
6.35 |
0.4 |
S01020 |
| DNUN 150608 |
15.5 |
12.70 |
6.35 |
0.8 |
S02025 |
| DNUN 150612 |
15.5 |
12.70 |
6.35 |
1.2 |
|
|
 |
| 立方氮化硼刀片型号ISO |
L |
IC |
S |
b |
刃口处理 |
| RCMX 060400Y/RCGX 060400Y |
6.35 |
6.35 |
4.76 |
0.6 |
T01020 |
| RCMX 060500Y/RCGX 06050Y |
6.35 |
6.35 |
5.0 |
0.6 |
T01025 |
| RCMX 060700Y/RCGX 060700Y |
6.35 |
6.35 |
7.94 |
0.6 |
T02020 |
| RCMX 090700Y/RCGX 090700Y |
9.525 |
9.525 |
7.94 |
1 |
T02025 |
| RCMX 120700Y/RCGX 120700Y |
12.7 |
12.7 |
7.94 |
1.2 |
S01020 |
| Edge Prep.S05020 S10020 S20020 |
|
|
|
|
|
| 应用:铸铁轧辊车刀,不锈钢轧辊车刀,支撑辊车刀,碳化物轧辊车刀 |
|
 |
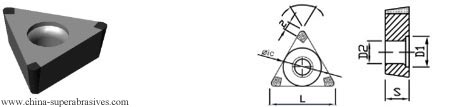
| 立方氮化硼刀片型号ISO |
L |
Φ IC |
S |
r |
刃口处理 |
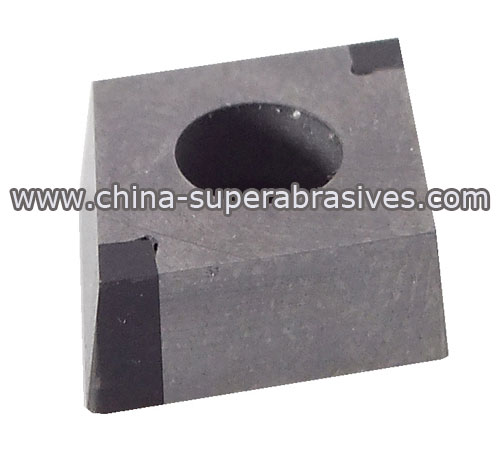
| TNMO 160604/TNGN 160604 |
16 |
9.525 |
6.35 |
0.4 |
T01020 |
| TNMO 160608/TNGN 160608 |
16 |
9.525 |
6.35 |
0.8 |
T02020 |
| TNMO 160612/TNGN 160612 |
16 |
9.525 |
6.35 |
1.2 |
S01020 |
| |
|
|
|
|
S02020 |
|
| |
|
|
|
|
刃口处理 |
| 立方氮化硼刀片型号ISO |
R |
b |
L |
S |
|
| STB10K1 |
4.6 |
9.2 |
17.0 |
8.0 |
T01020 |
| BL12K1-B |
5.55 |
11.1 |
17.0 |
8.0 |
T15020 |
| BL14K1-B |
6.5 |
13.0 |
17.0 |
8.0 |
|
|
| |
其它型号请来电咨询或邮件咨询。 |
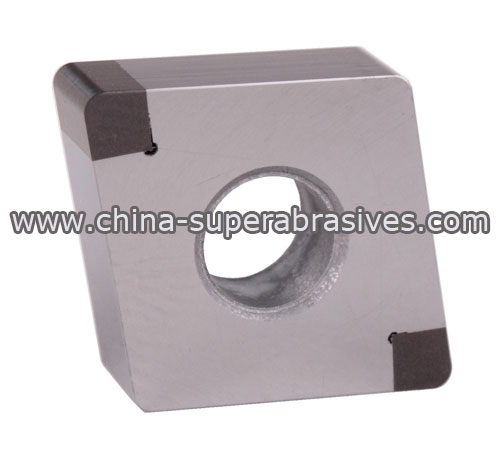
| 超强焊接式立方氮化硼刀具 |
|
 |
| 立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| SNGA120404(SNG 431)-8 tips |
12.7 |
12.7 |
4.76 |
5.16 |
0.4 |
| SNGA120408(SNG 432)-8 tips |
12.7 |
12.7 |
4.76 |
5.16 |
0.8 |
| SNGA120412(SNG 433)-8 tips |
12.7 |
12.7 |
4.76 |
5.16 |
1.2 |
|
 |
| 立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| CNGA120404(CNG 431)-4 tips |
12.9 |
12.7 |
4.76 |
5.16 |
0.4 |
| CNGA120408(CNG 432)-4 tips |
12.9 |
12.7 |
4.76 |
5.16 |
0.8 |
| CNGA120412(CNG 433)-4 tips |
12.9 |
12.7 |
4.76 |
5.16 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| WNGA060404 (331)S01020 -6tips |
6.5 |
9.525 |
4.76 |
3.81 |
0.4 |
| WNGA060408 (332) S01020 -6tips |
6.5 |
9.525 |
4.76 |
3.81 |
0.8 |
| WNGA060412 (333)S01020 -6tips |
6.5 |
9.525 |
4.76 |
3.81 |
1.2 |
| WNGA080404 (431)S01020 -6tips |
8.7mm |
12.7 |
4.76 |
5.16 |
0.4 |
| WNGA080408 (432)S01020 -6tips |
8.7mm |
12.7 |
4.76 |
5.16 |
0.8 |
| WNGA160412 (433)S01020 -6tips |
8.7mm |
12.7 |
4.76 |
5.16 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| TNGA110304 (221)S01020 -6tips |
11mm |
6.35 |
3.18 |
2.26 |
0.4 |
| TNGA110308 (222)S01020 -6tips |
11mm |
6.35 |
3.18 |
2.26 |
0.8 |
| TNGA110312 (223)S01020 -6tips |
11mm |
6.35 |
3.18 |
2.26 |
1.2 |
| TNGA160404 (331)S01020 -6tips |
16.5mm |
9.525 |
4.76 |
3.81 |
0.4 |
| TNGA160408 (332)S01020 -6tips |
16.5mm |
9.525 |
4.76 |
3.81 |
0.8 |
| TNGA160412 (333)S01020 -6tips |
16.5mm |
9.525 |
4.76 |
3.81 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| TNGA220404 (431)S01020 -6tips |
22mm |
12.7 |
4.76 |
5.16 |
0.4 |
| TNGA220408 (432)S01020 -6tips |
22mm |
12.7 |
4.76 |
5.16 |
0.8 |
| TNGA220412 (433)S01020 -6tips |
22mm |
12.7 |
4.76 |
5.16 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片t |
L |
Φ IC |
S |
Φd |
r |
| TNGA220404 (431)S01020-5mm big tip |
22mm |
12.7 |
4.76 |
5.16 |
0.4 |
| TNGA220408 (432)S01020-5mm big tip |
22mm |
12.7 |
4.76 |
5.16 |
0.8 |
| TNGA220412 (433)S01020-5mm big tip |
22mm |
12.7 |
4.76 |
5.16 |
1.2 |
| TNGA220416 (434)S01020-5mm big tip |
22mm |
12.7 |
4.76 |
5.16 |
1.6 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd1 |
r |
| CCGW09T304(CNG 331)-2tips |
9.7 |
9.525 |
3.97 |
4.4 |
0.4 |
| CCGW09T308(CNG332)-2tips |
9.7 |
9.525 |
3.97 |
4.4 |
0.8 |
| CCGW09T312(CNG333)-2tips |
9.7 |
9.525 |
3.97 |
4.4 |
1.2 |
| CCGW120404(CNG 431)-2 tips |
12.9 |
12.7 |
4.76 |
5.16 |
0.4 |
| CCGW120408(CNG 432)-4 tips |
12.9 |
12.7 |
4.76 |
5.16 |
0.8 |
| CCGW120412(CNG 433)-4 tips |
12.9 |
12.7 |
4.76 |
5.16 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd |
r |
| DNGA110404-4 tips (331) |
11.6 |
9.525 |
4.76 |
3.81 |
0.4 |
| DNGA110408-4 tips (332) |
11.6 |
9.525 |
4.76 |
3.81 |
0.8 |
| DNGA110412-4 tips (333) |
11.6 |
9.525 |
4.76 |
3.81 |
1.2 |
| DNGA150404-4 tips (431) |
15.5 |
12.7 |
4.76 |
5.16 |
0.4 |
| DNGA150408-4 tips (432) |
15.5 |
12.7 |
4.76 |
5.16 |
0.8 |
| DNGA150412-4 tips (433) |
15.5 |
12.7 |
4.76 |
5.16 |
1.2 |
| DNGA150604-4 tips (441) |
15.5 |
12.7 |
6.35 |
5.16 |
0.4 |
| DNGA150608-4 tips (442) |
15.5 |
12.7 |
6.35 |
5.16 |
0.8 |
| DNGA150612-4 tips (443) |
15.5 |
12.7 |
6.35 |
5.16 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd1 |
Φd2 |
r |
| TCGW09T304 S01020-3tips |
9.67 |
9.525 |
3.97 |
2.5 |
6 |
0.4 |
| TCGW09T308 S01020-3tips |
9.67 |
9.525 |
3.97 |
2.5 |
6 |
0.8 |
| TCGW09T312 S01020-3tips |
9.67 |
9.525 |
3.97 |
2.5 |
6 |
1.2 |
|
 |
| 超强焊接立方氮化硼CBN刀片 |
L |
Φ IC |
S |
Φd1 |
Φd2 |
r |
| SCGW09T304-4tips |
9.67 |
9.525 |
3.97 |
4.4 |
6 |
0.4 |
| SCGW09T308-4tips |
9.7 |
9.525 |
3.97 |
4.4 |
6 |
0.8 |
| SCGW09T312-4tips |
9.7 |
9.525 |
3.97 |
4.4 |
6 |
1.2 |
|